

- Product quality has passed ISO, GB/T, EN131, etc.
- Product style supports customized service.
- Provide 24-hour online technical support.
Whatsapp: +8615303735673
E-mail: Jessica@frpzs.com
Whatsapp: +8615303735673
E-mail: Jessica@frpzs.com
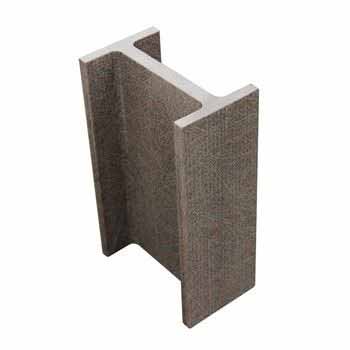
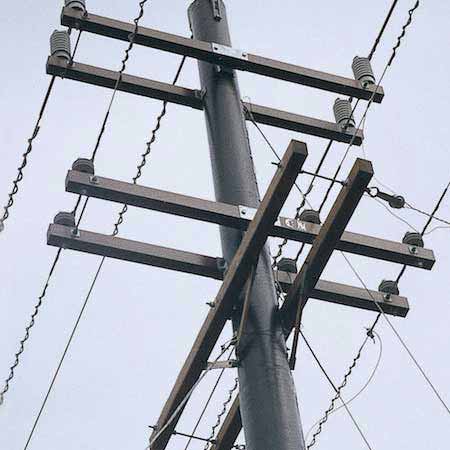
FRP Crossarm refers to a structural component made of Fiber Reinforced Polymer composite material. It is designed to support electrical conductors, insulators, and other equipment in overhead power transmission lines. FRP Crossarms offer superior strength, durability, and corrosion resistance compared to traditional materials.

FRP Crossarms are available in various specifications and models to suit different transmission system requirements. Some common specifications include:
Width: Ranging from 75 mm to 200 mm.
Thickness: Varies from 8 mm to 20 mm.
Arm Length: Customizable to meet specific project requirements.
Cross-sectional Shape: Rectangular, T-shaped, or custom designs based on project specifications.
Reinforcement Design: Solid FRP Crossarms, hollow with foam filling, or other structural configurations.
FRP Crossarms are classified based on their ability to withstand specific voltage levels in electrical transmission systems. Common voltage ratings include low, medium, and high voltage categories, such as 11kV, 33kV, 66kV, and 132kV.
The installation process for FRP Crossarms generally involves the following steps:
Site Preparation: Clearing the area and ensuring a stable foundation for the crossarm installation.
Mounting: Fixing the crossarm securely on the transmission tower using appropriate fasteners and brackets.
Attachment: Installing conductors, insulators, and other equipment onto the crossarm as per design specifications.
Testing and Inspection: Conducting tests and inspections to ensure proper installation and functionality.
Lightweight: FRP Crossarms are significantly lighter than traditional materials, making transportation and installation easier and more cost-effective.
Corrosion Resistance: FRP Crossarms are highly resistant to corrosion, extending their service life and reducing maintenance requirements.
High Strength-to-Weight Ratio: FRP Crossarms offer excellent strength while being lighter than alternatives, providing enhanced load-bearing capacity and durability.
Electrical Insulation: FRP’s insulating properties help prevent electrical accidents and improve the overall safety of transmission systems.
Sustainability: FRP Crossarms are environmentally friendly, as they are non-conductive, non-corrosive, and can be recycled.
| Performance Parameters | Description |
|---|---|
| Material | Fiber Reinforced Polymer (FRP) |
| Density | Lightweight, typically ranging from 1.5 – 2.0 g/cm³ |
| Strength | High tensile and flexural strength |
| Corrosion Resistance | Excellent resistance to corrosion and chemical degradation |
| Electrical Insulation | Non-conductive and provides electrical insulation |
| Thermal Conductivity | Low thermal conductivity |
| UV Resistance | Excellent resistance to UV radiation |
| Fire Resistance | Non-combustible or self-extinguishing properties |
| Water Absorption | Low water absorption rate |
| Dimensional Stability | Minimal expansion or contraction with temperature changes |
| Impact Resistance | High impact strength and resistance |
| Installation | Easy to install and requires minimal maintenance |
| Lifespan | Long service life with low degradation over time |
| Sustainability | Environmentally friendly, recyclable material |
FRP Crossarms are manufactured using the pultrusion process, which involves the following steps:
Resin Impregnation: Fiberglass rovings or mats are drawn through a bath of resin, ensuring thorough impregnation.
Forming Die: The impregnated fibers pass through a heated forming die, where the resin is cured and the crossarm’s shape is formed.
Pulling System: The crossarm is continuously pulled through the die using a pulling system, ensuring consistent dimensions and properties.
Cutting: The crossarm is cut into desired lengths, ready for post-extrusion techniques.
During the manufacturing process of FRP Crossarms, foam filling is typically incorporated in two main methods: in-line foam filling and post-injection foam filling.
In-line Foam Filling: In-line foam filling is carried out during the pultrusion process. Before impregnating the fibers with resin, a foaming agent is added to the resin mixture. This allows the foam to be formed inside the FRP Crossarm during the pultrusion process. By incorporating foam in-line, the resulting crossarm features a continuous profile with internal foam filling. This method provides lightweight characteristics and enhanced stiffness, while improving the crossarm’s resistance to bending and compression.
Post-Injection Foam Filling: Another common method involves injecting foam into the hollow interior of the pre-pultruded FRP Crossarm. This process takes place at the final stages of pultrusion. A specialized injection device is used to introduce the foam filling material into the designated areas of the crossarm. Post-injection foam filling offers additional strength, stiffness, and weight reduction benefits. It enhances the crossarm’s damping and vibration resistance capabilities.
Both in-line and post-injection foam filling methods can be customized to meet specific project requirements, addressing desired strength, weight, and performance criteria. Regardless of the method used, foam filling improves the mechanical properties of the FRP Crossarm, reduces weight, and enhances its ability to dampen vibrations. These advantages contribute to the crossarm’s reliability and durability in electrical transmission systems.
Another post-extrusion technique is the installation of end caps. End caps are typically made of a durable material, such as thermoplastic or composite, and are attached to the ends of the crossarm. This process offers several advantages:
Protection against Moisture: End caps act as barriers, preventing moisture ingress into the crossarm, which can lead to degradation and reduced lifespan.
Enhanced Safety: The installation of end caps reduces the risk of accidental contact with exposed fibers, ensuring electrical safety during handling and installation.
Aesthetics and Durability: End caps provide a finished appearance to the crossarm while improving its overall durability and resistance to environmental factors.
After the foam filling and end cap installation, the FRP Crossarms undergo a thorough quality control process. This includes dimensional checks, visual inspections, and mechanical testing to ensure compliance with specifications. The crossarms may also undergo finishing processes such as sanding, trimming, and surface treatment to meet desired aesthetic and functional requirements.
If you are interested in this product, please contact us without hesitation, we provide the following services
OEM /ODM service and support
Free promotion material if needed
Clients service one-to-one
Effective communication within 24 hours
New design and style collection updating for customer
Hot Tags: fiberglass crossarms, China, manufacturers, factory, price, fiberglass strips, FRP Safety Barriers, fiberglass panel, fiberglass sheets, fiberglass portable fence, fiberglass wood finish
(0/10)